Packaging Films that meet the highest standards in food, pharma, chemicals, and more
Food & Beverage Preservation
Keeps liquids, dairy, and sauces safe from contamination while maintaining freshness without refrigeration.
Pharmaceutical & Medical Use
Ideal for sterile environments—protects sensitive contents from bacteria, oxygen, and moisture.
Industrial Chemicals & Lubricants
Offers leak-proof, durable packaging for oils, solvents, and specialty chemicals.
Agriculture & Liquid Fertilizers
Protects agricultural liquids during transport and storage, ensuring purity and shelf stability.
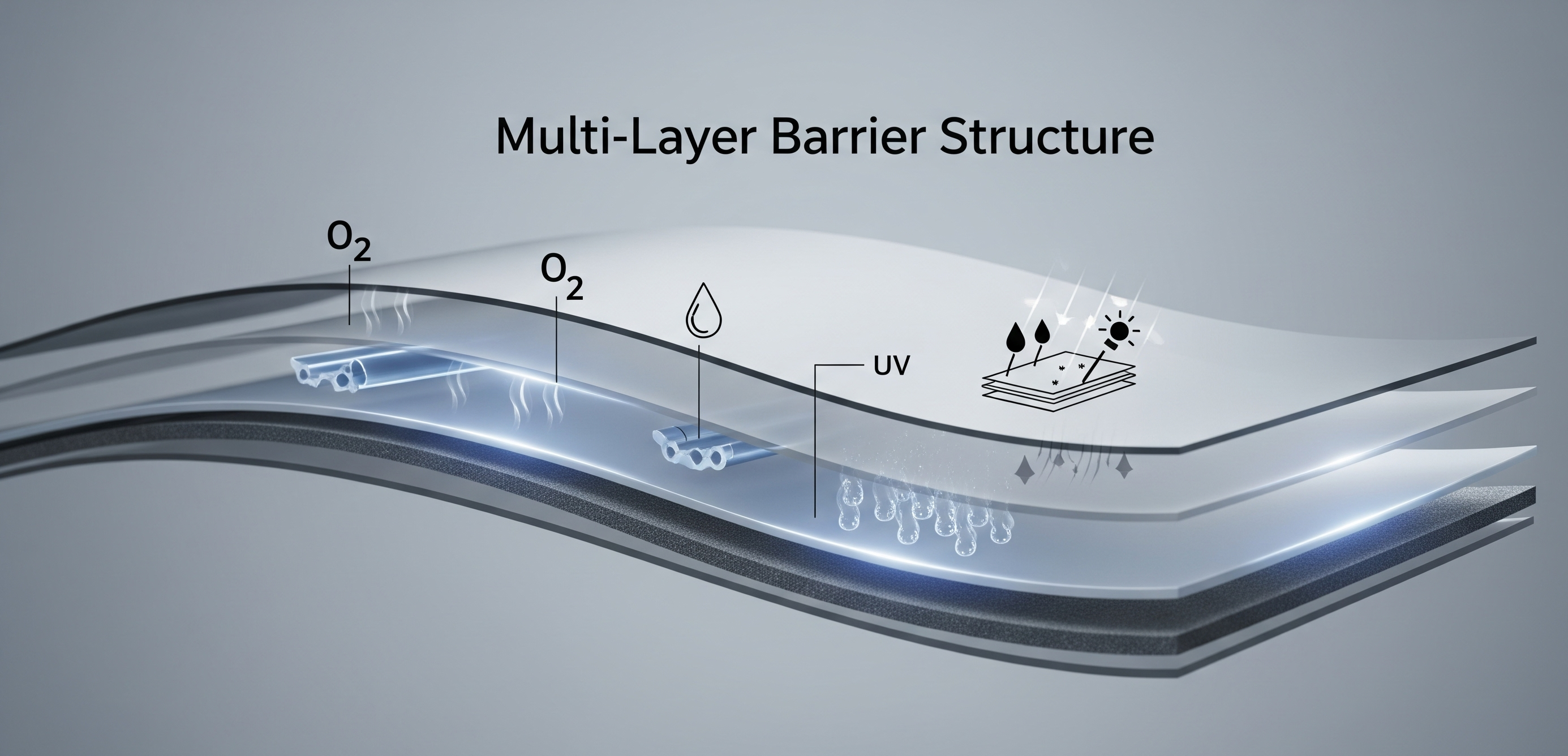
Multi-Layer Barrier Structure
Ornet’s packaging films are engineered with advanced multi-layer structures that offer outstanding protection against oxygen, moisture, and UV light. This barrier performance helps preserve product freshness, flavor, and integrity—especially in sensitive or shelf-stable applications.
Multi-Layer Barrier Structure
Ornet’s packaging films are engineered with advanced multi-layer structures that offer outstanding protection against oxygen, moisture, and UV light. This barrier performance helps preserve product freshness, flavor, and integrity—especially in sensitive or shelf-stable applications.
High Seal Strength & Flexibility
These films deliver excellent seal integrity, ensuring leak-proof packaging even at high speeds and in automated filling lines. At the same time, they offer flexibility to adapt to various pouch designs, reducing waste and improving process efficiency.
High Seal Strength & Flexibility
These films deliver excellent seal integrity, ensuring leak-proof packaging even at high speeds and in automated filling lines. At the same time, they offer flexibility to adapt to various pouch designs, reducing waste and improving process efficiency.
Sterilization-Compatible
Designed to maintain structural integrity under harsh sterilization processes like gamma, E-beam, and steam, Ornet films ensure product safety without compromising packaging quality. Ideal for medical, pharmaceutical, and aseptic food applications.
Sterilization-Compatible
Designed to maintain structural integrity under harsh sterilization processes like gamma, E-beam, and steam, Ornet films ensure product safety without compromising packaging quality. Ideal for medical, pharmaceutical, and aseptic food applications.
Customizable for Industry Needs
Ornet offers full customization in film thickness, material composition, coatings, and high-quality printing. This flexibility ensures that each packaging film meets the unique performance, branding, and regulatory needs of food, pharma, chemical, and agricultural sectors.
Customizable for Industry Needs
Ornet offers full customization in film thickness, material composition, coatings, and high-quality printing. This flexibility ensures that each packaging film meets the unique performance, branding, and regulatory needs of food, pharma, chemical, and agricultural sectors.
High-performance films engineered for protection, flexibility, and precision
Innovative Solutions for Safe, Efficient, and Customizable Packaging
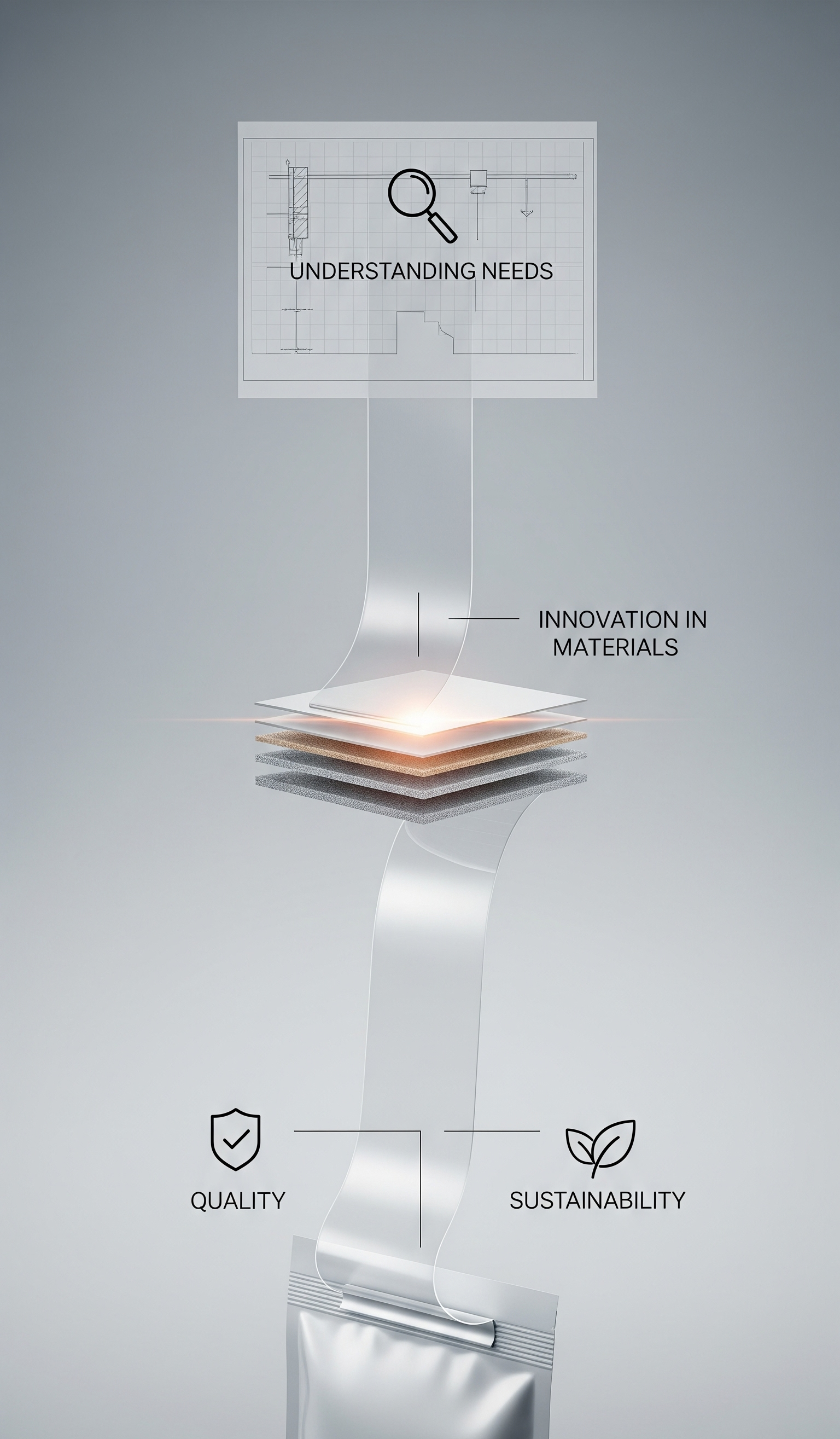
01
Understanding Your Needs
Tailored performance for your product requirements
At Ornet, our packaging films are designed based on a deep understanding of your product’s specific demands. From barrier protection to machinability, we analyze every detail to ensure our films align perfectly with your operational and commercial goals.
02
Innovation in Materials and Technology
Multi-layer engineering for maximum protection
We utilize cutting-edge extrusion and lamination technologies to produce high-performance films. These films offer superior resistance to moisture, oxygen, UV light, and contamination—making them ideal for food, pharmaceutical, chemical, and other sensitive applications.
03
Commitment to Quality and Sustainability
Precision, durability, and long-term support
Every meter of Ornet film reflects our commitment to quality. With rigorous quality control across all production stages, we guarantee consistent thickness, clarity, strength, and sealing performance. Our films can also be manufactured with recyclable or recycled materials to support your sustainability goals. And our dedicated team supports you every step of the way—from concept to delivery.